
- pomiar punktowy czy rejestracja ciągła grubości?
Zagadnienie związane z pomiarami grubości wg zadanej siatki pomiarowej ukazują szereg problemów związanych z adekwatnym pokryciem powierzchni w celu rzeczywistej analizy grubości. Pomiary realizowane na szerokim zakresie urządzeń dozorowych nie dają w sposób jednoznaczny prawidłowej oceny pocienienia ścianki badanego elementu.
Niejednokrotnie punkty narzucane przez jednostki nadzorujące lub po prostu normy dają tylko i wyłącznie wyniki pomiaru w danym punkcie. Charakterystyka ubytków korozyjnych lub związanych z erozją, wynikająca z działania czynników przepływających jest często uzależniona od wielu warunków panujących w danym naczyniu lub rurociągu. Tak naprawdę określenie prawidłowego punktu pomiaru jest praktycznie niemożliwe ponieważ nie znamy dokładnie umiejscowienia problemu. Oczywiście można wykonać kilka pomiarów w pewnym zakresie powierzchni lecz dalej nie uzyska się wyników które dawałyby wiarygodną informację, że między wykonanymi pomiarami nie występują jednostkowe wżery korozyjne czy jakiekolwiek ubytki w materiale.
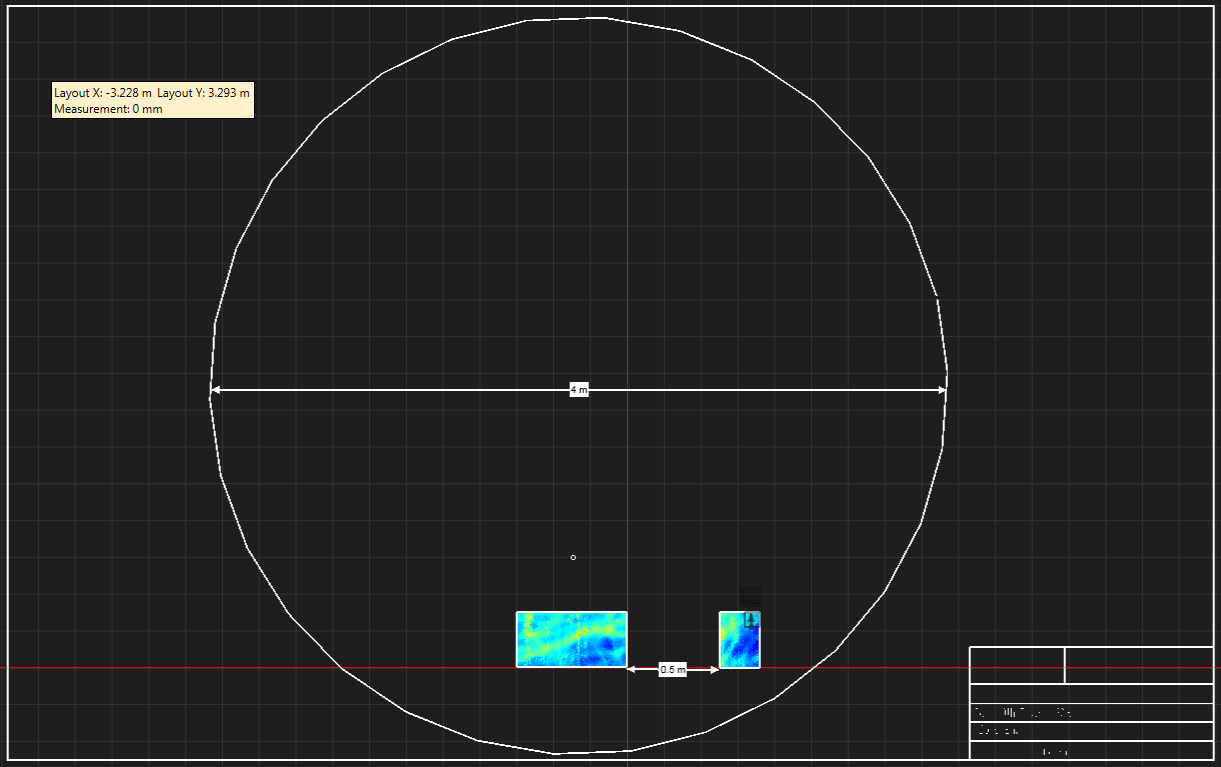
Poniżej przedstawiono szkic badanej dennicy zbiornika V512 wraz z naniesionymi C-skanami. Różnice grubości charakteryzuje gradient kolorystyczny. Zimny kolor (niebieski) harakteryzuje większą grubość, cieplejsze barwy (czerwony) pocienienie.
Jak widać na dołączonych C-skanach grubość dennicy jest mocno zróżnicowana – badanie poprzez siatkę pomiarową może, ale nie musi ukazać miejsca gdzie znajduje się najmniejsza grubość. Przyjmując nawet siatkę pomiarów o boku 100 na 100 mm możemy nie trafić na strefy mocnego pocienieia ścianki.
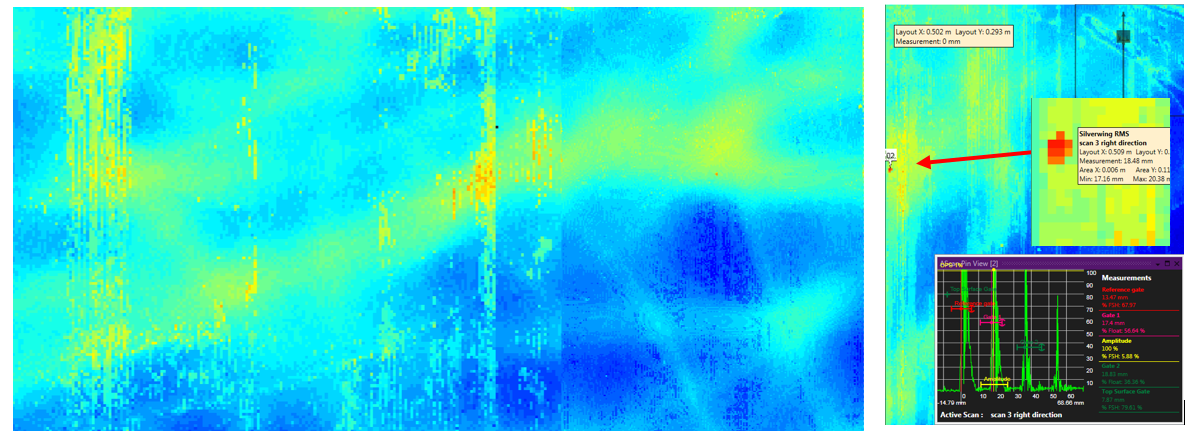
Mapowanie korozji w zobrazowaniu C-scan daje wiele możliwości, aczkolwiek obarczone jest wydłużonym czasem badania. Niejednokrotnie technicy zmuszeni są do szybszej i prostszej analizy, która pozwoli im na ukazanie ogólnego obrazu pokazującego przykładowy profil badanego elementu. Na podstawie tych wyników można zalecić dodatkowa analizę.
Pomiary według siatki zazwyczaj wykonywane są w zakresie przyjętego kwadratu 1 x 1 metr. Trafienie w strefę najmniejszego pocienienia będzie związane z czystym przypadkiem. Znalezienie pojedynczego wżera korozyjnego niestety graniczy już z cudem, dlatego zastosowanie zaawansowanego mapowania korozji jest uzasadnionym podejściem. Poniżej szkic C-scan wykonany na dennicy ukazuje iż pojedyncze wżery mogą być problematyczne jeśli chodzi o pomiary grubości wg siatki.
Rozwiązaniem powyższego problemu może być zastosowanie:
1. badań wizualnych zdalnych VT od wewnętrznej strony. Oględziny stosuje się w celu określenia umiejscowienia prawidłowego pomiaru. Niestety jest to zazwyczaj niemożliwe i błędne podejście ponieważ nie zawsze mamy dostęp do tych obszarów ze względu na zamknięty obieg instalacji lub zbyt dużą odległość do danego miejsca (kolana lub króćca), a i oko ludzkie może błędnie odczytać potencjalne ubytki.
2. zastosowanie techniki ultradźwiękowej rejestrującej wyniki w sposób ciągły (B-scan). O ile jakość powierzchni zapewni dobre sprzężenie z badanym elementem możemy wykonać pomiar grubości w sposób ciągły z rozdzielczością rejestracji zadaną przez nas.
Dużo większe możliwości zlokalizowania pocieniania daje nam zastosowanie techniki pomiaru za pomocą rejestracji głowicą oponową, która toczy się po badanej powierzchni. Poniżej ukazano możliwości wykorzystania techniki monitorującej w sposób ciągły.
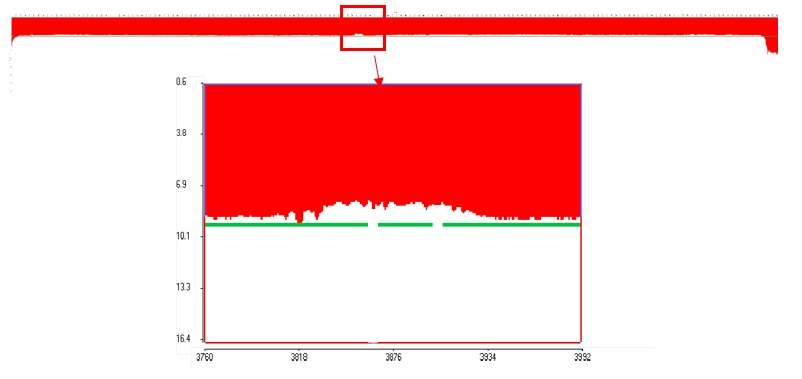
Profil z badania wykonanego w linii

Często problemy związane z korozją występują tylko i wyłącznie w pewnej strefie. Rejestracja w linii uniemożliwia pominięcie strefy występowania pocienienia lub korozji. Wykrycie miejsca o obniżonej grubości lub powierzchni dającej niejednorodne wskazania (linia poszarpana) daje nam możliwość przeprowadzenia dodatkowej analizy pozwalającej na ukazanie całego obszaru wykrytego problemu.
Zastosowanie urządzeń umożliwiających permanentny skan w linii z zapisem B-scan pozwala na bardziej profesjonale podejście do zagadnienia związanego z wykrywaniem rzeczywistych ubytków w badanym elemencie. Od pewnego czasu na rynku znajdują się rozwiązania pozwalające na przeprowadzenie pomiaru w szerszym zakresie. Jednakże opór związany z wykorzystaniem bardziej zaawansowanych technik niejednokrotnie przekreśla możliwość zastosowania takiego rozwiązania. Częstym przypadkiem w kraju jest hołdowanie zasadzie, iż lepiej się nie wychylać z szerszym zakresem badania ponieważ mogą „zaszkodzić” zapominając przy tym, że ideą samych badań jest wykrywanie problemów na wczesnym etapie.
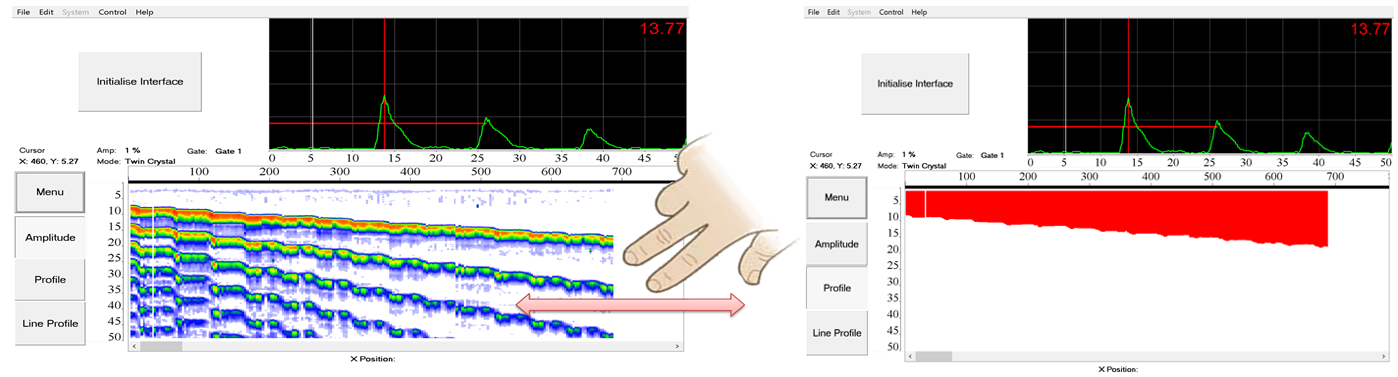
Urządzenia UT LATE – ręczny skaner typu: R-SCAN (profilowanie grubości ścianki)
Firma Silverwing rozwija technikę bazująca na ręcznych urządzenie skanujących R-SCAN. Technika pozwala na pełną rejestrację wyników w zobrazowaniu B-scan co przekłada się na wizualne przedstawienie profilu badanej ścianki jak również zapisu punktów pomiarowych (office excel) w odniesieniu do zarejestrowanej drogi pomiarowej.

Technika ciągłej rejestracji w zobrazowaniu A oraz B-scan pozwala na:
• Permanentny pomiar grubości ścianki z rozdzielczością zapisu od 1 mm wzwyż.
• Oprócz otrzymanych zobrazowań B-scan oraz profilowych otrzymujemy również pełne wyniki w formie tabelarycznej – wykorzystując do tego zapis w ms office excell.
• Pełne zobrazowanie B-scan umożliwiające analizę powierzchni również pod względem występowania ubytków korozyjnych
• Uzyskanie zobrazowania profilowego dającego możliwość ogólnego spojrzenia na badaną powierzchnię
Wyniki skanowania na rurze wiertniczej (drill pipe):
• Długość 9 metrów, grubość nominalna ścianki to 9,19 mm

• Wyniki badania oraz analiza:

profil B-scan: badanie wykazało miejsca ubytków z mocno „nieregularną” powierzchnią.
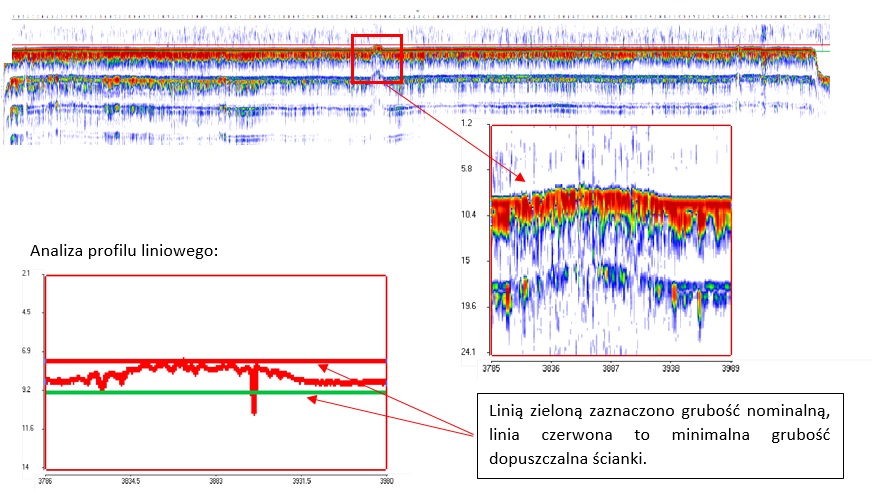
zobrazowanie profilowe:
Podsumowanie:
Analiza zebranych wyników pozwala na ocenę elementu pod względem grubości ścianki w miejscu gdzie wykonano skan liniowy. Otrzymane wyniki ukazuje nam całościowy profil ścianki na którym możemy wyodrębnić strefy w których występują pocienienie lub np. ubytki korozyjne. Dodatkową zaletą takiego badania jest niewątpliwie możliwość analizy zobrazowania B-scan oraz zobrazowań profilowych pod względem kształtu co pozwala na określenie z jaką powierzchnią mamy do czynienia. Linia widocznie poszarpana niewątpliwie wskazuje iż mamy do czynienia z niejednorodną powierzchnią dna co może być spowodowane korozją.


